Когда речь заходит о системах сжатого воздуха, на первый план часто выходят производительность компрессора, энергопотребление, уровень давления и расход. Однако одним из наиболее критически важных уровней, определяющих реальную эффективность на производстве, зачастую является осушка воздуха. Это связано с тем, что сжатый воздух не является «чистым»; он несет в себе частицы, воду и масло. Если эти загрязнители не контролируются должным образом, возникают коррозия, отказы клапанов и приборов, образование конденсата в трубопроводах, нестабильность процессов, проблемы с качеством продукции и незапланированные простои. Источники BCAS и CAGI также четко подчеркивают, что чистота сжатого воздуха напрямую влияет на надежность процессов, эффективность, целостность продукта и рентабельность.
Подавляющее большинство систем, называемых в отрасли «химическими осушителями», технически представляют собой адсорбционные осушители (десикантные). Принцип работы основан на пропускании влажного сжатого воздуха через гигроскопичный слой адсорбента с высокой площадью поверхности, где водяной пар задерживается. Наиболее распространенными адсорбентами в системах сжатого воздуха являются активный оксид алюминия, силикагель и материалы на основе молекулярных сит (цеолиты). Поэтому химический осушитель — это не просто «вспомогательное оборудование для осушки воздуха»; это технология разделения и очистки, которая напрямую управляет качеством процесса.
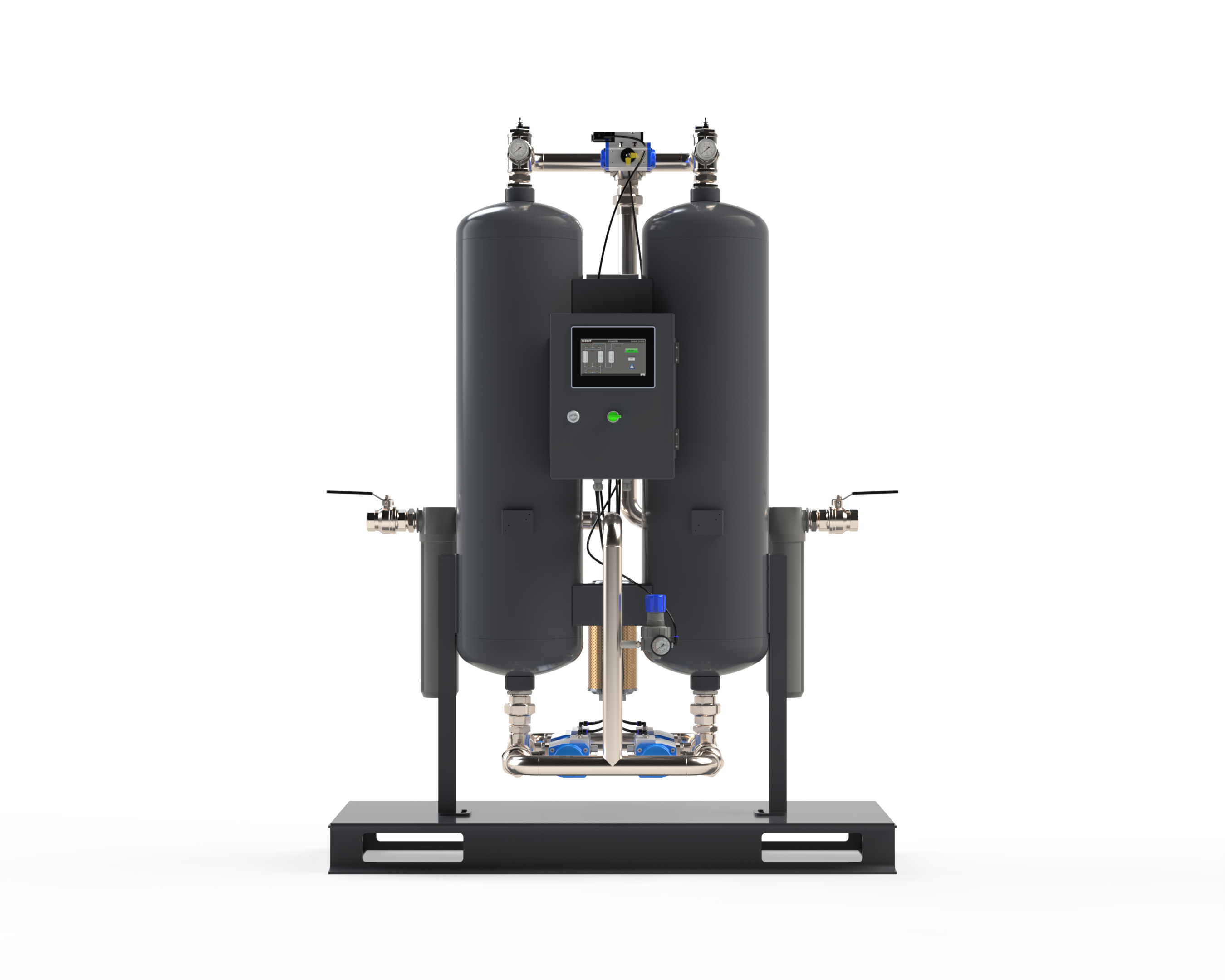
Сам принцип работы прост, но инженерная часть крайне важна: пока одна колонна осушает воздух, другая находится в режиме регенерации. Насыщенный слой адсорбента возвращается в рабочее состояние с помощью сброса давления, продувочного воздуха, нагрева или тепла сжатия (HOC). Эта поочередная работа является основой того, как химические осушители обеспечивают непрерывную и глубокую осушку. Особенно в приложениях, требующих низкой точки росы под давлением (PDP), эта технология далеко превосходит рефрижераторные осушители.
Среди самих химических осушителей существуют серьезные различия. В осушителях холодной регенерации (heatless) для восстановления используется только продувочный воздух, и его расход может достигать 15% от номинального потока. В осушителях с нагревом продувочного воздуха (heated purge) этот показатель снижается примерно до 8%. В конструкциях с воздуходувкой (blower purge) для регенерации используется окружающий воздух и нагрев вместо сжатого воздуха, поэтому энергопотребление ниже, чем у систем холодной регенерации. Осушители, использующие тепло сжатия (HOC), применяют имеющееся тепло компрессора для обеспечения осушки обычно до уровня -20 °C PDP. Короче говоря, выбор осушителя не должен основываться только на подходе «нам нужен сухой воздух»; его необходимо оценивать комплексно, учитывая потери на продувку, затраты на электроэнергию, целевую точку росы, критичность процесса и философию эксплуатации предприятия.
История этой технологии намного старше, чем принято считать. Силикагель приобрел свою современную форму благодаря патенту Уолтера А. Патрика в 1919 году; однако настоящий прорыв в использовании его адсорбционных свойств произошел во время Первой мировой войны благодаря широкому применению противогазов. Britannica отмечает, что адсорбционные свойства силикагеля приобрели важное значение в противогазах во время Первой мировой войны, и патентная регистрация также подтверждает дату 1919 года. Академические источники показывают, что силикагели промышленно используются в процессах адсорбционного разделения со времен Первой мировой войны, в то время как в области синтетических цеолитов/молекулярных сит первый коммерческий прорыв произошел в 1953 году. Одним словом, технология химических осушителей, о которой мы говорим сегодня, является результатом более чем 100-летней эволюции современной промышленности.
Почему же это так важно? Потому что сжатый воздух — это не просто вспомогательный ресурс; на большинстве предприятий он является непосредственной частью производства. CAGI делит использование сжатого воздуха в промышленности на три основные категории: воздух для предприятия (plant air), воздух для КИПиА (instrument air) и технологический воздух (process air). С повышением чистоты воздуха растут затраты; но в то же время повышается надежность и безопасность процесса. Особенно в сфере КИПиА, автоматизации, управления клапанами, чувствительного пневматического оборудования и процессов с высокими требованиями к качеству, присутствие воды является не допустимой переменной, а риском, который должен быть исключен еще на этапе проектирования.
Процессы, в которых химические осушители абсолютно необходимы, включают: системы воздуха для КИПиА, требующие низкой точки росы; применение технологического воздуха, контактирующего с продуктами (пищевая промышленность, производство напитков, фармацевтика); чувствительные линии, приближающиеся к классу медицинского воздуха или воздуха для дыхания; распределительные магистрали с риском коррозии и замерзания; а также процессы сушки пластика, где стабильность влажности напрямую влияет на качество продукции. Vaisala подчеркивает, что управление воздухом с низкой точкой росы имеет решающее значение для надежности пневматического оборудования, предотвращения коррозии и обледенения; в то время как BCAS обращает внимание на то, что риски загрязнения еще более возрастают в системах медицинского воздуха и воздуха для дыхания.
Здесь очень важным вопросом является интеграция с колоннами с активированным углем. Химический осушитель управляет водяным паром; активированный уголь в основном используется для адсорбции паров масла, углеводородов и запахов. Таким образом, эти два вида оборудования не являются альтернативами друг другу; они взаимодополняют друг друга. Сами по себе колонны с активированным углем не справляются со всеми загрязнителями; фактически, в документации производителей четко указано, что активированный уголь эффективен только в отношении загрязнителей в паровой фазе и перед ним должны быть установлены соответствующие влагоотделители, коалесцирующие фильтры и, в большинстве случаев, осушитель. В правильном инженерном решении последовательность выстраивается так: сепарация + фильтрация частиц/коалесцирующая фильтрация + осушка + очистка активированным углем.
Правильный выбор осушителя должен начинаться не с вопроса «Какой осушитель дешевле?», а с вопроса «Какое качество воздуха мне действительно нужно?». В рамках стандарта ISO 8573-1 для воды Класс 2 = -40 °C PDP, Класс 4 = +3 °C PDP; для масла Класс 1 — это общее содержание масла ≤0.01 мг/м³. Согласно руководству BCAS, на которое ссылается Mentis Engineering, для пищевой промышленности и производства напитков рекомендуется класс [2:2:1] для прямого контакта с продуктом и [2:4:2] для непрямого контакта. Это говорит нам о следующем: не для каждой линии требуется химический осушитель; но неправильно выбранный осушитель на линии, где он необходим, генерирует затраты, а не инвестиции.
Вектор развития технологии также предельно ясен: снижение энергопотребления, более интеллектуальное управление, снижение перепада давления и повышение верифицируемости процесса. В системах нового поколения переключение колонн осуществляется не по таймеру, а по фактической потребности в зависимости от точки росы (dew point dependent switching); такой подход в некоторых приложениях позволяет сэкономить до 90% энергии. Кроме того, новые подходы, такие как структурированный адсорбент / твердый адсорбент, обещают меньший перепад давления, меньшее пылеобразование, более длительный срок службы и более стабильную производительность по сравнению с традиционными гранулированными адсорбентами. Датчики точки росы, функции удаленного мониторинга и планирования технического обслуживания все чаще становятся стандартом в системах.
В будущем роль химических осушителей будет только возрастать, становясь все более стратегической. Потому что промышленность больше не хочет просто «производить воздух»; ей нужен воздух подтвержденного класса качества, энергоэффективный, прослеживаемый и совместимый с технологическим процессом. Это превращает осушитель из вспомогательного оборудования в центр обеспечения надежности процесса. Особенно в период роста цен на энергоносители, ужесточения требований к качеству и повышения плотности автоматизации, химические осушители останутся одним из тех невидимых элементов оборудования, которые определяют конкурентоспособность.
Резюме: Химический осушитель — это не «дополнение» к системе сжатого воздуха; это молчаливая страховка процесса. При правильном выборе он защищает оборудование, поддерживает стабильное качество, управляет потерями энергии и укрепляет непрерывность производства. При неправильном выборе невидимая влага превращается в самую дорогую статью расходов на поломки, потерю качества и неэффективность.
