When compressed air systems are discussed, compressor capacity, energy consumption, pressure levels, and flow rates often take center stage. However, one of the most critical layers determining actual field performance is often air drying. This is because compressed air is not "clean"; it carries particles, water, and oil. If these contaminants are not properly managed, corrosion, valve and instrument failures, in-line condensation, process instability, product quality issues, and unplanned downtimes occur. BCAS and CAGI resources also clearly emphasize that compressed air purity directly impacts process reliability, efficiency, product integrity, and profitability.
Most systems referred to as "chemical dryers" in the industry are technically adsorption-type desiccant dryers. The operating principle is based on passing moist compressed air through a highly porous, hygroscopic desiccant bed where water vapor is trapped. The most common desiccants in compressed air applications are activated alumina, silica gel, and molecular sieve (zeolite) materials. Therefore, a chemical dryer is not merely "auxiliary air-drying equipment"; it is a separation and purification technology that directly manages process quality.
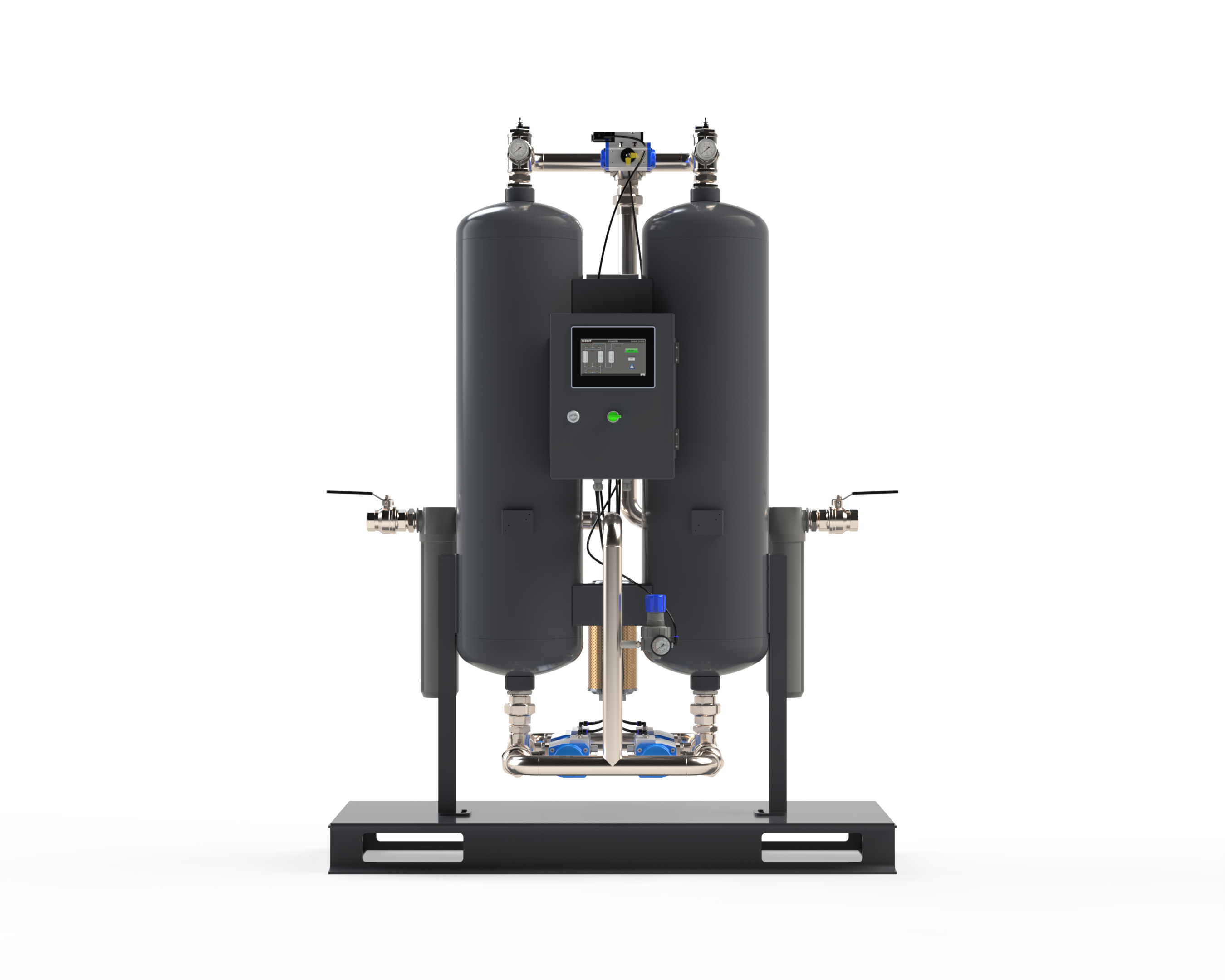
The core principle is simple, but the engineering is highly critical: while one tower dries the air, the other enters regeneration. The saturated desiccant bed is brought back to service condition using depressurization, purge air, heat, or heat of compression. This alternating operation is the foundation of how chemical dryers provide continuous, deep drying. Especially in applications requiring a low pressure dew point (PDP), this technology goes far beyond refrigerated dryers.
There are significant differences among chemical dryers themselves. In heatless types, only purge air is used for regeneration, and this consumption can reach up to 15% of the nominal flow. In heated purge types, this rate drops to around 8%. In blower purge designs, ambient air and heat are used instead of compressed air for regeneration, making energy consumption lower than heatless designs. Heat of Compression (HOC) dryers use the existing heat from the compressor to typically achieve a -20 °C PDP. In short, dryer selection should not be based solely on a "we need dry air" approach; it must be evaluated holistically by considering purge loss, energy costs, target dew point, process criticality, and operational philosophy.
The history of this technology is much older than commonly thought. Silica gel took its modern form with Walter A. Patrick's patent in 1919; however, the real breakthrough for its adsorptive properties occurred during World War I when gas masks found widespread use. Britannica notes the importance of silica gel's adsorbent properties in WWI gas masks, and the patent record confirms the 1919 date. Academic sources indicate that silica gels have been used industrially in adsorption separation applications since WWI, while the first commercial breakthrough in synthetic zeolites/molecular sieves occurred in 1953. Simply put, the chemical dryer technology we discuss today is the result of over 100 years of evolution in modern industry.
So why is it so important? Because compressed air is not just an auxiliary utility; in most facilities, it is a direct part of production. CAGI divides the industrial use of compressed air into three main categories: plant air, instrument air, and process air. As air purity increases, the cost increases; but in return, reliability and process safety also increase. Especially in instrumentation, automation, valve control, sensitive pneumatic equipment, and highly quality-sensitive processes, the presence of water is not an acceptable variable; it is a risk that must be engineered out of the system.
Processes where chemical dryers are absolute necessities specifically include: instrument air systems requiring a low dew point; process air applications in direct contact with products like food, beverages, and pharmaceuticals; sensitive lines approaching medical or breathing air standards; distribution lines with corrosion and freezing risks; and processes like plastic drying where moisture stability directly affects production quality. Vaisala emphasizes that low dew point air management is critical for pneumatic equipment reliability and the prevention of corrosion and icing, while BCAS highlights that contaminant risks increase even further in breathing/medical air applications.
A highly critical point here is the integration with activated carbon towers. The chemical dryer manages water vapor; activated carbon is primarily used for the adsorption of oil vapor, hydrocarbons, and odors. Therefore, these two pieces of equipment are not alternatives to each other; they are complementary. Activated carbon towers alone do not solve all contaminants; in fact, manufacturer documents explicitly state that activated carbon is only effective on vapor-phase contaminants and must be preceded by appropriate water separators, coalescing filters, and in most scenarios, supported by a dryer. In proper engineering, the sequence is designed as: separation + particulate/coalescing filtration + drying + activated carbon treatment.
Proper dryer selection should begin not with the question "Which dryer is cheaper?" but rather, "What air quality do I actually need?". Under the ISO 8573-1 framework, water is defined as Class 2 = -40 °C PDP, Class 4 = +3 °C PDP; for oil, Class 1 is a total oil level of ≤0.01 mg/m³. According to the BCAS guidelines, [2:2:1] is recommended for direct product contact in food and beverage applications, and [2:4:2] for indirect contact. This tells us: not every line requires a chemical dryer; but an incorrectly selected dryer on a line that does need one generates costs, not returns on investment.
The direction of the technology is also very clear: lower energy consumption, smarter controls, lower pressure drops, and higher process verifiability. In new generation systems, with dew point-dependent switching, tower changeover is done based on actual need rather than a fixed timer; this approach can provide up to 90% energy savings in certain applications. Furthermore, new approaches like structured desiccant/solid desiccant promise lower pressure drops, less dusting, longer service life, and more stable performance compared to traditional beaded desiccants. Dew point sensors, remote monitoring, and predictive maintenance functions are increasingly becoming standard.
In the future, the role of chemical dryers will become more strategic rather than diminished. Because the industry no longer just wants to "produce air"; it demands air that is in a verifiable quality class, energy-efficient, traceable, and compatible with the process. This elevates the dryer from being auxiliary equipment to the center of process reliability. Especially in an era of rising energy prices, tightening quality expectations, and increasing automation density, chemical dryers will continue to be one of the unseen pieces of equipment that dictate competitive power.
In summary: A desiccant dryer is not an "add-on" to the compressed air system; it is the silent insurance of the process. When chosen correctly, it protects equipment, stabilizes quality, manages energy loss, and strengthens production continuity. When chosen incorrectly, unseen moisture turns into the most expensive item of downtime, quality loss, and inefficiency.
